PWM auf 10V
PWM auf 10V
Hallo Posse
Hast Du mal versucht den Wert der Maximaldrehzahl auf 30000 zu erhöhen?
Oder einfach mal auf 10000, dann müsste die Spannung kleiner 7,5V werden.
Nur um zu sehen ob dein BOB auf solche Änderungen mit Spannungsänderung antwortet.
PWM-Signal: Ja, Dein Signal ist analog.
Es wird aus dem PWM-Signal gewonnen und im einfachsten Fall wird das PWM-Signal einfach mit einem RC-Glied aufbereitet.
Was Du vielleicht mal an Deinem extern herausgeführten PWM-Signal probieren kannst.
Info zu PWM:
http://www.mikrocontroller.net/articles/Pulsweitenmodulation
Lies mal bei: DA-Wandlung mit PWM
Ich habe mir die Anleitung zu Deinem BOB mal angesehen.
Leider gibt es kein Schaltbild, wie das analoge Signal erzeugt wird, mit Op oder RC-Glied.
Ist aber auch nicht weiter wichtig, das Ergebnis zählt.
Wenn Du kleinere Drehzahlen vorgibst, verringert sich dann die Ausgangsspannung, bei gleichen Grundeinstellungen?
Also reagiert der analoge Ausgang auf Drehzahländerung?

Wollte ich oben schon mal wissen.
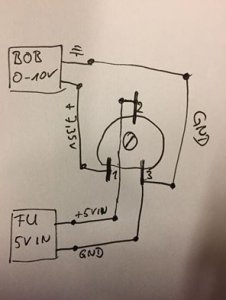
Poti: Das 1,5 K oder 25 K sollte auch funktionieren.
Den einen äußeren Anschluss an das Ausgangssignal, den andern an GND und den Mittelabgriff zum FU als Eingangssignal.
GND auch zum FU.
Dann etwa auf 3/4 weg stellen. Wenn jetzt die 7,25V (maximale Drehzahl von Mach3 vorgegeben) anliegen, sollte der Ausgang etwa 5V betragen.
Hat er nur etwa 2,5 V steht das Poti nach der falschen Seite.
Leider kann man hier nicht Zeichnen. Wenn Du willst kann ich Dir aber eine Zeichnung machen.
Mit dem 1,5K Poti kannst Du aber auch den FU separat ansteuern und die Drehzahl nicht Programmgesteuert, sondern von Hand, einstellen.
So kannst Du während des Fräsens die Drehzahl ändern. Für Versuche mit verschiedenen Fräsern gar nicht so übel.
OK, Viel Erfolg beim Fehlersuchen.
Ferndiagnosen sind immer schwer........


")