Du verwendest einen veralteten Browser. Es ist möglich, dass diese oder andere Websites nicht korrekt angezeigt werden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Alles zu 3Dlabprint Modellen
- Ersteller AlexB
- Erstellt am
havaneserfreund
User
Hallo Thomas,
das habe ich auch gedacht, aber nirgendwo etwas von diesen Problemen gelesen.
Das zu druckende Teil wird dann auch schwerer. 3dlabprint gibt extra die Gewichte an, mit dem Hinweis diese auch zu beachten.
Danke für den Hinweis. Ich habe schon Probleme am Extruder und Hotend vermutet.
Morgen werde ich mit einer layerhöhe von 0,2 mm drucken und berichten.
Grüße , Franz
das habe ich auch gedacht, aber nirgendwo etwas von diesen Problemen gelesen.
Das zu druckende Teil wird dann auch schwerer. 3dlabprint gibt extra die Gewichte an, mit dem Hinweis diese auch zu beachten.
Danke für den Hinweis. Ich habe schon Probleme am Extruder und Hotend vermutet.
Morgen werde ich mit einer layerhöhe von 0,2 mm drucken und berichten.
Grüße , Franz
Hallo Thomas,
das habe ich auch gedacht, aber nirgendwo etwas von diesen Problemen gelesen.
Das zu druckende Teil wird dann auch schwerer. 3dlabprint gibt extra die Gewichte an, mit dem Hinweis diese auch zu beachten.
Danke für den Hinweis. Ich habe schon Probleme am Extruder und Hotend vermutet.
Morgen werde ich mit einer layerhöhe von 0,2 mm drucken und berichten.
Grüße , Franz
es reicht ja wenn du nur die kritischen Stellen mit geringerer Layerhöhe druckst
")
Stell in S3D die Geschwindigkeit auf mm/sek um .das andere ist falsch.auf 5 gr mehr oder weniger kommts auch nicht an wenn das teil dann gut ist.
was soll denn da falsch sein, ist doch nur eine andere Maßeinheit.
60mm/sec oder 3600mm/min
havaneserfreund
User
Hallo,
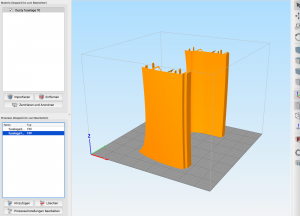
anbei mal ein Bild von dem zu druckenden Modell.
Wie man sieht hat das Modell, sicher nicht ohne Grund, zwei Prozessdateien. Ich stelle mir das so vor. Es gibt einen grundlegenden Prozess (1) und in den weiteren Prozessen werden die kritischen Zonen behandelt. Wie z.B. andere Layerhöhe. Hier müssten dann doch die angepassten Einstellungen vorgenommen werden. Ich habe noch nicht erkannt, wann in S3D die Prozesse eingeleitet werden und wo man das einstellt.
Evtl. weiß das einer. Die Layerhöhe ist in dieser Factorydatei in beiden Prozessen 0,25mm.
Grüße, Franz
anbei mal ein Bild von dem zu druckenden Modell.
Wie man sieht hat das Modell, sicher nicht ohne Grund, zwei Prozessdateien. Ich stelle mir das so vor. Es gibt einen grundlegenden Prozess (1) und in den weiteren Prozessen werden die kritischen Zonen behandelt. Wie z.B. andere Layerhöhe. Hier müssten dann doch die angepassten Einstellungen vorgenommen werden. Ich habe noch nicht erkannt, wann in S3D die Prozesse eingeleitet werden und wo man das einstellt.
Evtl. weiß das einer. Die Layerhöhe ist in dieser Factorydatei in beiden Prozessen 0,25mm.
Grüße, Franz
Anhänge
Hallo Franz,
die beiden Prozesse sind bei fast allen Teilen von 3dlab um die ersten Layer doppelt zu drucken.
Schau mal auf der letzten Seite (Fortgeschritten) oben links, da sind die höhen angegeben für den Prozess
in deinem Fall würde ich einfach einen 3. Prozess anlegen bei dem du dann die Layerhöhe verkleinerst bei der entsprechenden Höhe.
die beiden Prozesse sind bei fast allen Teilen von 3dlab um die ersten Layer doppelt zu drucken.
Schau mal auf der letzten Seite (Fortgeschritten) oben links, da sind die höhen angegeben für den Prozess
in deinem Fall würde ich einfach einen 3. Prozess anlegen bei dem du dann die Layerhöhe verkleinerst bei der entsprechenden Höhe.
havaneserfreund
User
Hallo Klaus,
im Prozessaufteilungsassistenten habe ich gesehen, dass der Aufteilungspunkt der zwei Prozesse bei diesem Modell in einer Höhe von 70,64mm liegt.
Ich werde deshalb nur im Prozess 1 mit einer Layerhöhe von 0,20mm Drucken, weil nur in diesem Bereich die kritischen Zonen sind.
Mal sehen, was dabei rauskommt.
Grüße, Franz
im Prozessaufteilungsassistenten habe ich gesehen, dass der Aufteilungspunkt der zwei Prozesse bei diesem Modell in einer Höhe von 70,64mm liegt.
Ich werde deshalb nur im Prozess 1 mit einer Layerhöhe von 0,20mm Drucken, weil nur in diesem Bereich die kritischen Zonen sind.
Mal sehen, was dabei rauskommt.
Grüße, Franz
Bist du dir da sicher?
Normalerweiße sind alle FFF bei 3Dlab nach dem gleichem Muster aufgebaut.
FFF mit Zahl 2 ist 2 Layer Einstellung und die mit 1 für 1 Layer.
Und 2 Layer endet je nach Modell bei 5mm.
Also hast du Normalerweise eine FFF von 0-5 und eine von 5- Ende.
Wenn du jetzt nur den oberen Abschnitt anpassen willst muss die eine dritte FFF erstellen die diesen Bereich abdeckt.
Grüße
Stefan
Normalerweiße sind alle FFF bei 3Dlab nach dem gleichem Muster aufgebaut.
FFF mit Zahl 2 ist 2 Layer Einstellung und die mit 1 für 1 Layer.
Und 2 Layer endet je nach Modell bei 5mm.
Also hast du Normalerweise eine FFF von 0-5 und eine von 5- Ende.
Wenn du jetzt nur den oberen Abschnitt anpassen willst muss die eine dritte FFF erstellen die diesen Bereich abdeckt.
Grüße
Stefan
havaneserfreund
User
Hallo Stefan,
ich bin natürlich nicht sicher. Mit dem Thema beschäftige ich mich erst seit heute Morgen.
Ich habe 2 Prozesse.
Im Prozess Fuselage2per steht, Start printing at height 0,00 mm, Stop printing at hight 3,00 mm
Im Prozess Fuselage1per steht, Start printing at height 3,00 mm
Wenn ich in den Prozessaufteilungsassistenten gehe, wird in der Modellgrafik bei ca 70,64mm ein horizontaler Schnitt durch das Modell gemacht.
Wenn ich dich richtig verstehe, ist bis 3mm Fuselager2per im Einsatz und ab 3mm Fuselager1per.
Die Veränderung der Layerhöhe in beiden Prozessen von 0,25 auf 0,20mm hatte im unteren Bereich keinen merklichen Erfolg.
Evtl hast Du ja eine Idee.
Grüße, Franz
ich bin natürlich nicht sicher. Mit dem Thema beschäftige ich mich erst seit heute Morgen.
Ich habe 2 Prozesse.
Im Prozess Fuselage2per steht, Start printing at height 0,00 mm, Stop printing at hight 3,00 mm
Im Prozess Fuselage1per steht, Start printing at height 3,00 mm
Wenn ich in den Prozessaufteilungsassistenten gehe, wird in der Modellgrafik bei ca 70,64mm ein horizontaler Schnitt durch das Modell gemacht.
Wenn ich dich richtig verstehe, ist bis 3mm Fuselager2per im Einsatz und ab 3mm Fuselager1per.
Die Veränderung der Layerhöhe in beiden Prozessen von 0,25 auf 0,20mm hatte im unteren Bereich keinen merklichen Erfolg.
Evtl hast Du ja eine Idee.
Grüße, Franz
b2spirit
User
Layers
Layers
Seltsamerweise kommt immer die 2 FFF vor der 1fff was den Höhenbereich des Drucks betrifft.wenn man Bereiche doppelt vergibt, meckert das Programm.layerhöhen von 0,15 bis 0,1 sind auch praktikable. Wenn der Startpunkt des Drucks der schräge zufällig nach einer abwischbewegung mit zuwenig extraretract beginnt,geht die schräge in die Hose. Bernd
Layers
Seltsamerweise kommt immer die 2 FFF vor der 1fff was den Höhenbereich des Drucks betrifft.wenn man Bereiche doppelt vergibt, meckert das Programm.layerhöhen von 0,15 bis 0,1 sind auch praktikable. Wenn der Startpunkt des Drucks der schräge zufällig nach einer abwischbewegung mit zuwenig extraretract beginnt,geht die schräge in die Hose. Bernd
b2spirit
User
Coasting
Coasting
Werte von über 1mm bei stop der extrusion vor Ende der Linie haben gleichen Effekt für die Schräge.dünn und löchrig.breite des layers auf 0,42 bis 0,43 hilft auch. Und beim Druck die endtemperatur minimal auf 225. Ohne fan ist pflicht. 190-220 funzt nur bedingt.und bloss nicht mit der Geschwindigkeit der x/y Achsen runtergehen von 60mm/sek davon minimal 65 % für Konturen.und Leerfahrten muss 100mm/sek. Langsam wird "besser" ist Wunschdenken.
Bernd
Coasting
Werte von über 1mm bei stop der extrusion vor Ende der Linie haben gleichen Effekt für die Schräge.dünn und löchrig.breite des layers auf 0,42 bis 0,43 hilft auch. Und beim Druck die endtemperatur minimal auf 225. Ohne fan ist pflicht. 190-220 funzt nur bedingt.und bloss nicht mit der Geschwindigkeit der x/y Achsen runtergehen von 60mm/sek davon minimal 65 % für Konturen.und Leerfahrten muss 100mm/sek. Langsam wird "besser" ist Wunschdenken.
Bernd
Na das ist ja klar dass die 2fff zuerst kommen muss da er ja vom Druckbett aus arbeitet. Da sitzen die 2 Layer für die Verklebung.
Wenn du im 2 FFF jetzt den Stop Wert erhöhst muss du auch im 1 FFF den Start Wert erhöhen da er nicht 2 Profile in der gleichen Ebene verarbeiten kann. Ein Überschreiben gibt es nicht.
Ich habe noch nie was mit einem Assistenten gemacht.
Wenn ich sowas mache kopiere ich immre die gewollte FFF und passe Start/Stop schnell selbst an. Das dauert keine Minute.
Ich denke eher die 70 sind ein Ausgangswert den er einfach einstellt. Den müsstest du dann auf deine gewollte Höhe anpassen.
Ich drucke im Retract ohne Cost und Wipe. Die Extra Restart Distance habe ich auf 0,15-0,2. Sonst ist es auch immer wieder passiert das am Anfang etwas zu wenig raus kam und die Bahn dann nicht richtig aufgelegen ist.
Drucktemperatur zwischen 220 und 230 je nach Bauteil.
Wenn du im 2 FFF jetzt den Stop Wert erhöhst muss du auch im 1 FFF den Start Wert erhöhen da er nicht 2 Profile in der gleichen Ebene verarbeiten kann. Ein Überschreiben gibt es nicht.
Ich habe noch nie was mit einem Assistenten gemacht.
Wenn ich sowas mache kopiere ich immre die gewollte FFF und passe Start/Stop schnell selbst an. Das dauert keine Minute.
Ich denke eher die 70 sind ein Ausgangswert den er einfach einstellt. Den müsstest du dann auf deine gewollte Höhe anpassen.
Ich drucke im Retract ohne Cost und Wipe. Die Extra Restart Distance habe ich auf 0,15-0,2. Sonst ist es auch immer wieder passiert das am Anfang etwas zu wenig raus kam und die Bahn dann nicht richtig aufgelegen ist.
Drucktemperatur zwischen 220 und 230 je nach Bauteil.
b2spirit
User
Einstellungen
Einstellungen
Sag ich doch.. man muss sich bei S3D im klaren sein,das einige Veränderungen auch andere werte beeinflussen .wie z.Bsp die % der layerhöhe der ersten Schicht. Ich bin da mittlerweile bei 50% und nicht wie 3dlabprint 100% vorgibt.andere Drucker ,andere Sitten. ")
Einstellungen
Sag ich doch..
man muss sich bei S3D im klaren sein,das einige Veränderungen auch andere werte beeinflussen .wie z.Bsp die % der layerhöhe der ersten Schicht. Ich bin da mittlerweile bei 50% und nicht wie 3dlabprint 100% vorgibt.andere Drucker ,andere Sitten. havaneserfreund
User
Herzliche Dank für die vielen Hinweise.
Ich drucke mit 230° Hotendtemp. ohne Materiallüfter. Heizbett 60°, vorher manuell durchgewärmt.
Druckgeschwindigkeit 3600mm/Min.
In den Prozessdateien von 3dlabprint habe ich nur die Layerhöhe auf 0,2mm reduziert. Original 0,25mm.
Grüße, Franz
Ich drucke mit 230° Hotendtemp. ohne Materiallüfter. Heizbett 60°, vorher manuell durchgewärmt.
Druckgeschwindigkeit 3600mm/Min.
In den Prozessdateien von 3dlabprint habe ich nur die Layerhöhe auf 0,2mm reduziert. Original 0,25mm.
Grüße, Franz
havaneserfreund
User
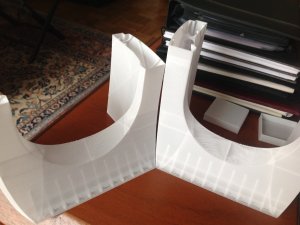
Mein Druck ist nicht fertig geworden, weil mein altes Win7 Notebook abgestürzt ist.
Aber man kann vergleichen. Druck mit Layerhöhe 0,25mm (rechts) und 0,20mm (links)
Der Kragen ist jetzt akzeptabel. Aber die unteren ersten Reihen nicht. An welcher Stelle kann ich noch schrauben?
Grüße Franz.
Aber man kann vergleichen. Druck mit Layerhöhe 0,25mm (rechts) und 0,20mm (links)
Der Kragen ist jetzt akzeptabel. Aber die unteren ersten Reihen nicht. An welcher Stelle kann ich noch schrauben?
Grüße Franz.
Anhänge
havaneserfreund
User
Hallo Bernd,
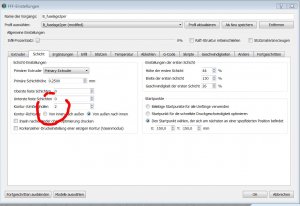
2 x Aussenkontur ist schon von 3dlabprint im Prozess eingestellt.
Aber ich sehe, bei mir ist die Outline Direktion Inside - Out eingestellt und auf Deinem Bild ist Oudside - In angeklickt.
Was meinst Du mit
Habe ich das so richtig verstanden?
Den Halskragen kann ich auch nur mit einer Layerhöhe von 0,2 mm Drucken. (Siehe Bild) Was hast Du im zweiten Prozess eingestellt?
Danke das Du mir hilfst.
Grüße, Franz
2 x Aussenkontur ist schon von 3dlabprint im Prozess eingestellt.
Aber ich sehe, bei mir ist die Outline Direktion Inside - Out eingestellt und auf Deinem Bild ist Oudside - In angeklickt.
Was meinst Du mit
Ich stelle also 0,2mm Layerhöhe ein und bei Outline Direktion Ouside - in.und bei bei Schicht: x/y nach aussen vor das Hufeisen verlegt
Habe ich das so richtig verstanden?
Den Halskragen kann ich auch nur mit einer Layerhöhe von 0,2 mm Drucken. (Siehe Bild) Was hast Du im zweiten Prozess eingestellt?
Danke das Du mir hilfst.
Grüße, Franz
Ähnliche Themen
- Antworten
- 54
- Aufrufe
- 11K
- Antworten
- 11
- Aufrufe
- 4K
- Antworten
- 115
- Aufrufe
- 12K