Kann man generell auch 3,0 mm Fräser nehmen ?
Kann man generell auch 3,0 mm Fräser nehmen ?
Hallo Mika3D Begeisterte,
ich verfolge schon seit einiger Zeit diesen Thread zum Mika3D und bin total begeistert. @AlexB:
Klasse Arbeit !
Jetzt habe ich mich spontan entschlossen mir auch so einen Drucker zu bauen.
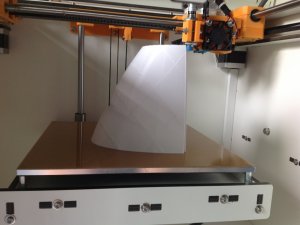
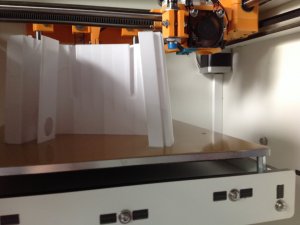
Als erstes habe ich mir mal das 6mm HPL Material besorgt und wollte mir jetzt das Gehäuse auf meiner CNC Fräse fräsen (Adaptierte Sperrholzfräse aus ctHacks/ make und cnc14):
https://photos.app.goo.gl/qzh510KmmpXnTAQb2
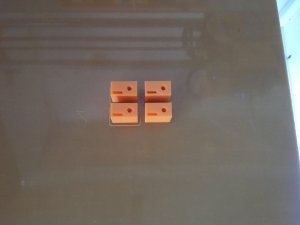
Deim Durchlesen der Bauanleitung ist mir der Hinweis auf den 1,5 mm Fräser und das Freifäsen bei den Vierkantschrauben aufgefallen: "Die Ecken für die Vierkantschrauben dürfen auf gar keinen Fall freigefräst werden." (
https://www.behnke-engineering.de/3d-drucker-mika3d/bauanleitung/gehäuse/)
Für die Fräsungen für Vierkantschrauben verstehe ich die Einschränkung auf 1,5mm. Da ist ja nicht viel mehr Platz.
Aber für die anderen Fräsungen sollte doch auch ein 3mm Fräser gehen.
Oder übersehe ich da was ?
Gruss
Ralf
PS: Ach ja, ich selbst komme aus der Südpfalz kurz vor der franz. Grenze, bin Ende 50 und bin beruflich Software-Entwickler. Im Hobby arbeite ich viel mit Holzl und habe auch eine kleine Schreiner-Werkstatt mit einigen Maschinen. Metalldrehbank und grosse Ständerbohrmaschine ist auch vorhanden, da mich Metall auch zunehmend fasziniert.
Dann spiele ich noch an Arduinos und Raspberries zwecks Homeautomation und so rum.