Du verwendest einen veralteten Browser. Es ist möglich, dass diese oder andere Websites nicht korrekt angezeigt werden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.

ufo 2009
User
Sorry Stefan .....
Sorry Stefan .....
..... dann dreh halt den Bildschirm. Was manche immer wollen????
Uwe
Sorry Stefan .....
Das ist alles Richtig und Danke dafür.
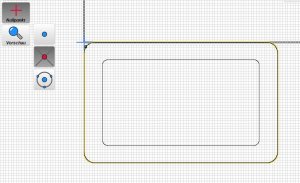
Es geht mir NUR um die DARSTELLUNG in ESTLCAM.
Alles andere ist ok und funzt. Nur die optische Hilfe beim Teileschubsen sitzt an der verkehrten Stelle.
Anhang anzeigen 2234624
Das allein ist mein Begehr
..... dann dreh halt den Bildschirm. Was manche immer wollen????
Uwe
Ok, das ist mir jetzt echt zuviel heisse Luft...... dann dreh halt den Bildschirm. Was manche immer wollen????
Uwe
Ich verzichte auf Hilfe aber Danke, der Typ hat´s echt geschafft
 ... sowas dummes
... sowas dummesIch bin durchaus in der Lage, mir mit einem Workaround zu helfen.
Wir sind hier aber nunmal im ESTLCAM 11 Thread. ESTLCAM hat diese Vorschaufunktion und sie beißt sich in meinem Fall (ich weiss, dass es nicht nur bei mir so eingestellt ist).
Wo, wenn nicht hier soll man sowas besprechen?
Es ist völlig unerheblich, was Ihr persönlich von der Funktion oder Ihrer Wichtigkeit haltet. Wenn Ihr auch nicht wisst, wie es geht, dann schreibt man halt einfach mal nix dazu. :rolleyes:")
Naja, vielleicht gibts ja irgendwo doch noch einen, der was konstruktives beizutragen hat.
Wir sind hier aber nunmal im ESTLCAM 11 Thread. ESTLCAM hat diese Vorschaufunktion und sie beißt sich in meinem Fall (ich weiss, dass es nicht nur bei mir so eingestellt ist).
Wo, wenn nicht hier soll man sowas besprechen?
Es ist völlig unerheblich, was Ihr persönlich von der Funktion oder Ihrer Wichtigkeit haltet. Wenn Ihr auch nicht wisst, wie es geht, dann schreibt man halt einfach mal nix dazu.
Naja, vielleicht gibts ja irgendwo doch noch einen, der was konstruktives beizutragen hat.
Hardy-Parts
User
Ich bin durchaus in der Lage, mir mit einem Workaround zu helfen.
Wir sind hier aber nunmal im ESTLCAM 11 Thread. ESTLCAM hat diese Vorschaufunktion und sie beißt sich in meinem Fall (ich weiss, dass es nicht nur bei mir so eingestellt ist).
Wo, wenn nicht hier soll man sowas besprechen?
Es ist völlig unerheblich, was Ihr persönlich von der Funktion oder Ihrer Wichtigkeit haltet. Wenn Ihr auch nicht wisst, wie es geht, dann schreibt man halt einfach mal nix dazu.
Naja, vielleicht gibts ja irgendwo doch noch einen, der was konstruktives beizutragen hat.
Ich kann das Problem zwar nachvollziehen, auch wenn bei mir rechts/hinten X/Y = Null "von vorne gesehen" und Z ganz oben Null haben, was im Fall der Anzeige von Estlcam genau stimmig ist.
Auch was das überfahren der Strecke angeht, sieht es bei mir ähnlich aus, da ich ab 800 bis 820 nur noch eine eingeschränkte Breite nutzen kann.
Möchte ich also im vorderen Teil meines Arbeitsbereiches "wo die Breite reduziert ist" etwas Fräsen, so kann man entweder das Werkstück in Estlcam auf die gewünschten Koordinaten
verschieben oder Nullt das Später mit dem Controller ab.
Ersteres setzt aber voraus das ein Absoluter Nullpunkt an der Anlage gesetzt werden kann "Endschalter", solange sich das Werkstück also im Arbeitsbereich der Anlage befindet und
genau ausgerichtet werden kann, darf das Teil überall liegen auch am ende der Anlage.
Der G-Code beginnt immer von Null und falls man das Werkstück verschoben hat, werden die Werte entsprechend dazu addiert!
Was ich nicht ganz verstehe, ist das die Endschalter bei Dir ja scheinbar richtig sind und auch die Richtung stimmt "demnach wie in Estlcam?", nur das Du am anderen Ende der Anlage fräsen möchtest?
Damit die Y Achse nach dem ab nullen dort parkt, muss die Parkposition dort wo die Y-Achse sein soll gesetzt werden, anschließend wird das Werkstück im "hinteren" vorderen Bereich abgelegt und im
Controller der Nullpunkt für das Werkstück gesetzt.
Vor dem setzten des Werkstück-Nullpunktes fährst Du natürlich immer noch im Plus bereich bis der Nullpunkt vom Werkstück gesetzt wird.
Setzt man bei [Einstellungen -> CNC Steuerung -> Referenzf. -> Nach Referenzfahrt Parken] "und eventuell auch die anderen" einen Hacken, fährt die Anlage auf die abgespeicherte Position.
In Deinem Fall könnte das die Max. Y Position ohne Kollision sein.
----> noch ein kleiner Versuch:
Nimm die Funktion Nullpunkt in Estlcam und wähle den oberen Bereich deines Werkstückes als Nullpunkt, im G-Code wird die Y-Achse nun in den Minus Bereich wandern.
Fährst Du nun an Deine Wunschposition und setzt dort den Nullpunkt für das Werkstück, sollte das eigentlich klappen und es wird in die Richtung gefräst, die Du möchtest.
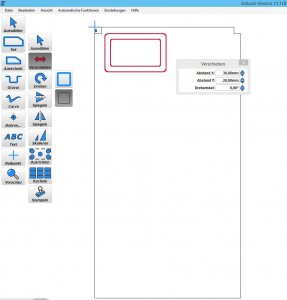
EDIT: der Einstellbare Arbeitsbereich kann vernachlässigt werden, da er nichts mit den Koordinaten zu Schaffen hat und dient nur der Veranschaulichung "so weit ich das verstanden habe"!
EDIT2: Schalte den Arbeitsbereich aus und Zeichne ein Rechteck deiner Arbeitsfläche, welche Du vor dem einfügen Deines Werkstückes in Estlcam öffnest und verwende das als Arbeitsfläche
Anhänge
Ich bin durchaus in der Lage, mir mit einem Workaround zu helfen.
Wir sind hier aber nunmal im ESTLCAM 11 Thread. ESTLCAM hat diese Vorschaufunktion und sie beißt sich in meinem Fall (ich weiss, dass es nicht nur bei mir so eingestellt ist).
Wo, wenn nicht hier soll man sowas besprechen?
Es ist völlig unerheblich, was Ihr persönlich von der Funktion oder Ihrer Wichtigkeit haltet. Wenn Ihr auch nicht wisst, wie es geht, dann schreibt man halt einfach mal nix dazu.
Naja, vielleicht gibts ja irgendwo doch noch einen, der was konstruktives beizutragen hat.
Ich bitte um Entschuldigung das ich mein Senf dazugegeben habe. Es ist zwar völlig unerheblich was ich denke aber man könnte auch das Raster alls Arbeitsbereich nutzen.
Leute, ich begrüße es ja, dass man sich Mühe gibt, mir das Arbeiten zu ermöglichen. Das ist auch super nett aber garnicht die Fragestellung. Ich kann arbeiten und Fräsen.
Es geht hier um die Funktionsweise eines kleinen Programmfeatures in ESTLCAM. Die Frage habe ich in Wort und Bild klar gestellt.
Es gibt nur 3 logische Antworten:
Alles andere ist nett gemeint aber nicht das, worum es mir in meiner Frage geht. Gestellt habe ich sie hier in der Hoffnung, jemand hätte eine Antwort der Kategorie 2 für mich.
Es geht hier um die Funktionsweise eines kleinen Programmfeatures in ESTLCAM. Die Frage habe ich in Wort und Bild klar gestellt.
Es gibt nur 3 logische Antworten:
- Geht nicht.
- So wirds gemacht....
- Christian schreibt: "Moment, mach ich fix"
Alles andere ist nett gemeint aber nicht das, worum es mir in meiner Frage geht. Gestellt habe ich sie hier in der Hoffnung, jemand hätte eine Antwort der Kategorie 2 für mich.
Hardy-Parts
User
Geht so wie Du möchtest nicht, da es sich hier nicht um die Maschinen Koordinaten sondern um die Werkstück Koordinaten handelt!Leute, ich begrüße es ja, dass man sich Mühe gibt, mir das Arbeiten zu ermöglichen. Das ist auch super nett aber garnicht die Fragestellung. Ich kann arbeiten und Fräsen.
Es geht hier um die Funktionsweise eines kleinen Programmfeatures in ESTLCAM. Die Frage habe ich in Wort und Bild klar gestellt.
Es gibt nur 3 logische Antworten:
- Geht nicht.
- So wirds gemacht....
- Christian schreibt: "Moment, mach ich fix"
Alles andere ist nett gemeint aber nicht das, worum es mir in meiner Frage geht. Gestellt habe ich sie hier in der Hoffnung, jemand hätte eine Antwort der Kategorie 2 für mich.
Daher ist es auch unerheblich was Du angezeigt bekommst, blende den "Arbeitsbereich" einfach aus und Nutze meinen letzten Vorschlag mit dem Werkstück Nullpunkt.
Es sei den, Christian hat das in seine ToDo Liste schon aufgenommen oder wird es aufnehmen?
Im Gunde ist es doch nur ein Optisches Feature, außer das Koordinatensystem Deiner Anlage ist komplett durch den Wind, weil Y fährt von Null in Minus ist = FALSCH eingestellt!
Und die Frage wo Dein Nullpunkt genau sitzt, ist keine ordentliche Antwort gekommen, daher im Anhang mal einige Beispiele wie es aussehen könnte/müsste.
Und einige meinten ich bin schon umständlich und bräuchte eher ein Profi System oder andere Software, weil ich vorher Absolute Maschinen Koordinaten genutzt habe
Ich habe binnen weniger Tage, meine Fräse so umgebaut, das ich kein Umkehrspiel Kompensation mehr brauche und nur noch auf die Z-Achsen Option "erst absenken bei Werkstücknullpunkt" warte.
Was das Koordinatensystem angeht, da kann ich mit beidem Arbeiten, das ist sogar besser als vorher wo ich nur Absolute Stecken nutzen musste und mit Hilfe der Taster Funktion ist es
sogar ein Kinderspiel das ganze ab zu Nullen "außer in der 11.119 wo es jetzt Fehlt!!! wo sich wohl beim Compilieren ein Bug eingeschlichen hat?".
EDIT: hier das Beispiel wie man es mit Hilfe einer Hintergrund DXF lösen kann "Bild"!
Anhänge
Hallo Hardy,
genauso mache ich es ja jetzt auch.
Es wäre halt schön, wenn man gerade bei einer fremd erstellten DXF und einem Reststück mit einem Restmaß, einfach mal fix die Dimension angibt, das Ding am Anschlag fixiert, die Teile schubst und fertig.
So geht der gang dann rüber an den anderen Computer, erstmal rumCADen und dann alles wieder Retoure zum Lappi.
Aber die wichtigste Antwort, wenn auch die unerwünschteste hast du gegeben: "Geht so wie Du möchtest nicht..." Danke dafür.")
Dann hoffe ich auf Christians ToDo Liste
genauso mache ich es ja jetzt auch.
Es wäre halt schön, wenn man gerade bei einer fremd erstellten DXF und einem Reststück mit einem Restmaß, einfach mal fix die Dimension angibt, das Ding am Anschlag fixiert, die Teile schubst und fertig.
So geht der gang dann rüber an den anderen Computer, erstmal rumCADen und dann alles wieder Retoure zum Lappi.
Aber die wichtigste Antwort, wenn auch die unerwünschteste hast du gegeben: "Geht so wie Du möchtest nicht..." Danke dafür.
Dann hoffe ich auf Christians ToDo Liste
Hardy-Parts
User
Wohl nicht ganz so, ich habe die Arbeitsfläche als eine Eigenständige DXF gezeichnet, welche man vorher oder nachher Hinzufügen kann, also geht das auch mit Fremd Dateien einfügen.Hallo Hardy,
genauso mache ich es ja jetzt auch.
Es wäre halt schön, wenn man gerade bei einer fremd erstellten DXF und einem Reststück mit einem Restmaß, einfach mal fix die Dimension angibt, das Ding am Anschlag fixiert, die Teile schubst und fertig.
So geht der gang dann rüber an den anderen Computer, erstmal rumCADen und dann alles wieder Retoure zum Lappi.
Das Ausrichten dieser und des Werkstückes, muss anschließend natürlich für Deinen Zweck in der Linken oberen Ecke mit dem Nullpunkt Button gesetzt werden.
Sitzt alles in der linken oberen Ecke, lässt sich das Werkstück mit Verschieben an den gewünschten Platz verschieben.
Zeichnet man sich z.B. noch ein paar Linien / Bohrungen in die eine Grundflächen-Zeichnung wie z.B. Befestigungspunkt oder Anschläge, lässt sich das Das Werkstück auch gezielt Platzieren
")
Etwas Kreativität ist doch auch was feines
Hardy-Parts
User
Zumindest der Controller ist Fehlerhaft!Ist die Version 11.119 benutzbar oder noch fehlerhaft ???
Christian hat sich noch nicht zu geäußert, was mit den 2 fehlenden Buttons "Werkzeuglängenmessung und Oberfläche abtasten" ist?
In der Experimental V11.207 sind sie ja auch noch vorhanden und Funktionieren 1A.
Ich finde die Experimental V11.207 schon recht ausgereift und auch mit der Reihenfolge war soweit alles OK bis auf das dort die Zeit geringer Berechnet wird.
Habe ich mit der 11.118 <-> 11.207 gleiche Einstellungen, Werkzeug und Werkstück geprüft, in der 11.118 war die Zeit ca. 30 Minuten mehr, was aber passt.
Rolf-k
User
Hallo zusammen
Ich hab ab und zu schwere USB Probleme.
Ich wohne in einem. Mehrfamilienhaus, und im Keller
In der Nähe von meinem Keller ist die Waschküche.
Komischer weise wenn da Waschmaschinen am laufen sind kommt oft die Meldung "USB Fehler".
Kann das sein das eine Waschmaschinen die an einer andern Sicherung hängt das verursachen kann oder bild ich mir das ein?
Wenn keine der Maschinen läuft habe ich das nicht, zumindest seit mir das aufgefallen ist.
Eine andere Steuerung und den Pc hab ich schon mal gewechselt.
Gruß Rolf
Ich hab ab und zu schwere USB Probleme.
Ich wohne in einem. Mehrfamilienhaus, und im Keller
In der Nähe von meinem Keller ist die Waschküche.
Komischer weise wenn da Waschmaschinen am laufen sind kommt oft die Meldung "USB Fehler".
Kann das sein das eine Waschmaschinen die an einer andern Sicherung hängt das verursachen kann oder bild ich mir das ein?
Wenn keine der Maschinen läuft habe ich das nicht, zumindest seit mir das aufgefallen ist.
Eine andere Steuerung und den Pc hab ich schon mal gewechselt.
Gruß Rolf
Hardy-Parts
User
Der Fehler liegt eher an den Geräten die nicht ordentlich abgeschirmt oder entstört sind.Hallo
Ja natürlich hab nicht nur ein USB Kabel ausprobiert.
Mit und ohne Schirmung.
Gruß Rolf
Falls es ein neueres Markengerät mit Garantie ist, würde ich mal den Support fragen warum die Waschmaschine Stört, kann ja sei das ein Kondensator nicht ordentlich angeschlossen ist.
Das WLAN kann auch dadurch gestört werden, bis hin zu totalem Ausfall!
Abhilfe schaffen da z.B. Ferritkerne die um die Leitung der Geräte gemacht werden, die meisten Kleingeräte Netzteile besitzen solche schon aber Steckdosenleisten oder Größere Geräte nicht
Was aber auch sein kann, ist das der USB Port am PC/Laptop nicht OK ist und ab und an mal aussetzter hat.
Schon mal einen anderen USB Port Probiert?
und ist es ein USB 2.0 oder USB 3.0 Port?
fliegermichl
User
Kauf die ein gescheites USB Kabel. Das ist die Nummer 1 der Fehlerursachen.
Ähnliche Themen
- Antworten
- 5
- Aufrufe
- 3K