Trennebene:
Relativ unspektakulär. Habe 3mm Plexiglas XT auf 2mm plangefräst (um Abweichungen in der Dicke zu nivellieren), anschließend die Konturen. Dann das Ganze über das bisherige Urmodell "drübergestülpt".
Das Ganze dann mit Partall 7x gewachst, somit ist das Urmodell fertig zum Abformen.
"Fehlen da nicht die Passtifte?" Ja, aber da ich die Trennebene bewusst schlank halten will möchte ich nicht mit dem 8mm Fräser Löcher für 10mm Passtifte machen (bohren geht nicht, da extrudiertes Material). Aber da ich mit Kern baue bekomme ich das hinterher auch so positioniert.
###
Kern:
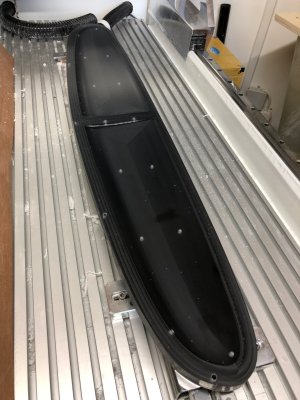
In der Zwischenzeit habe ich mit nem Kollegen ein paar DLG-Seitenleitwerke in Vollkern gebaut. Dabei haben wir festgestellt, dass zweiteilige Kerne nicht haltbar sind. Also musste ich mir Gedanken zum Fräsen am Stück machen.
Das Ergebnis zum Spannen auf dem Vakuumtisch sieht so aus:
Der gesamte Kern ist dann um die Laminatdicke dünner.
Oberfläche (hier an der ersten Seite):
###
Parallel habe ich mich mit der Vakuuminfusion beschäftigt und schon ein paar luftfreie Bauteile/Proben gefertigt.
Hat jemand schonmal Formen mit dicker Belegung (ca 1000g\qm) infusioniert? Hätte ja gewisse Vorteile (keine Luft, perfekte Oberfläche hinter dem Formenharz, keine Sauerei, ...)
Würde mich über Rückmeldungen freuen.




")

