stuntman001
User
Hallo liebe 3D Druck Gemeinde im RC-Network!
Ich bin normalerweise stiller Mitleser der nur in den seltensten Fällen einen Kommentar schreibt. Heute ist es jedoch an der Zeit einmal etwas zum Wissens-Schatz beizutragen.
Wer ein Wenig mit der Materie vertraut ist weiß, dass 3DLabPrint Flugmodelle etwas speziell hinsichtlich ihrer Herstellung sind. Der Hersteller selbst empfiehlt Simplify 3D zur Herstellung des G-Codes aus den STL-Dateien. Der Slicer ermöglicht auch eine Menge toller Features und ist eine gute Ergänzung für jeden, der sich etwas tiefer mit FDM Druck beschäftigen möchte, jedoch kostet er auch dementsprechend viel Geld, dass so mancher Drucker bereits billiger zu haben ist. Ich befasse mich seit Dezember 2016 mit 3D Druck und stieg damals mit einem BQ Hephestos (Prusa Klon) ein. Seit Beginn verwende ich Cura als Slicer und bin damit recht zufrieden. Mittlerweile ist der Drucker auch soweit modifiziert, dass ich zum Teil recht ansehnliche Drucke zustande bringe. Aus Folge reinen Übermutes hab ich dann die Bf109F/H gekauft und mich aufs Dünnschichtdrucken eingelassen. Anhand einiger Videos auf Youtube habe ich die Druckparameter im Slicer auf die Flugmodelle eingestellt.
Die zur Verfügung gestellten G-Code Dateien wollte ich nicht verwenden, da mir die Sache zu unflexibel erschien und ich meine Druckteile eigenhändig positionieren wollte. Natürlich war diese Arbeit nicht innerhalb von 2-3 Iterationen erledigt. Sie erzeugte vielmehr eine Menge Stirnrunzeln und Frustration, aber auch jede Menge Aha-Momente. Nach einigen Metern Filament war es dann soweit und ich hielt das erste brauchbare Druckteil in der Hand. Allerdings hatte die Sache einen großen Makel. Das Teil war durchgängig einschichtig gedruckt, d.h. Eine Außenwand besitzt die Dicke von einer Düsenbreite (0.4mm). In den Printingguides sieht man jedoch, dass die ersten Schichten mit zwei Wandschichten gedruckt werden sollen, um eine höhere Stabilität an den Klebestellen zu erzielen. Dieses Feature kann man bei Cura leider so nicht einstellen. Auch konnte ich kein Plugin für das gute Programm finden, das mir diese Einstellung ermöglichen würde. Als Konsequenz blieben mir zwei Optionen. Die Teile weiterhin mit einer Düsenbreite drucken und mit dem Stabilitätsminus leben, oder alles mit zwei Wandstärken drucken, also alles fast doppelt so schwer. Nach etwas Überlegen ergab sich dann doch noch eine dritte Option. Den G-Code von Hand modifizieren, was ich euch anhand dieses kurzen Beispiels demonstrieren möchte:
Startpunkt ist Cura 3.0.3 mit den gewünschten Bauteilen auf der Druckplatte. Die Druckeinstellungen sind für den Dünnschichtdruck optimiert und ein leichtes Grinsen im Gesicht.") Ich benötige zwei G-Codes, die sich in der Wandstärke unterscheiden. Der Eine besitzt 2 Wall Layers, der Andere nur eine. Der gelernte Cura Anwender kennt die Einstellung dafür im Slicermenü unter dem Reiter „Shell“, Punkt „Wall Line Count“ (Bild). Wir speichern uns beide G-Codes an einen Ort, den wir wiederfinden. Damit kann es mit der G-Code-Modifikation auch schon losgehen.
Ich benötige zwei G-Codes, die sich in der Wandstärke unterscheiden. Der Eine besitzt 2 Wall Layers, der Andere nur eine. Der gelernte Cura Anwender kennt die Einstellung dafür im Slicermenü unter dem Reiter „Shell“, Punkt „Wall Line Count“ (Bild). Wir speichern uns beide G-Codes an einen Ort, den wir wiederfinden. Damit kann es mit der G-Code-Modifikation auch schon losgehen.
Ich bin normalerweise stiller Mitleser der nur in den seltensten Fällen einen Kommentar schreibt. Heute ist es jedoch an der Zeit einmal etwas zum Wissens-Schatz beizutragen.
Wer ein Wenig mit der Materie vertraut ist weiß, dass 3DLabPrint Flugmodelle etwas speziell hinsichtlich ihrer Herstellung sind. Der Hersteller selbst empfiehlt Simplify 3D zur Herstellung des G-Codes aus den STL-Dateien. Der Slicer ermöglicht auch eine Menge toller Features und ist eine gute Ergänzung für jeden, der sich etwas tiefer mit FDM Druck beschäftigen möchte, jedoch kostet er auch dementsprechend viel Geld, dass so mancher Drucker bereits billiger zu haben ist. Ich befasse mich seit Dezember 2016 mit 3D Druck und stieg damals mit einem BQ Hephestos (Prusa Klon) ein. Seit Beginn verwende ich Cura als Slicer und bin damit recht zufrieden. Mittlerweile ist der Drucker auch soweit modifiziert, dass ich zum Teil recht ansehnliche Drucke zustande bringe. Aus Folge reinen Übermutes hab ich dann die Bf109F/H gekauft und mich aufs Dünnschichtdrucken eingelassen. Anhand einiger Videos auf Youtube habe ich die Druckparameter im Slicer auf die Flugmodelle eingestellt.
Die zur Verfügung gestellten G-Code Dateien wollte ich nicht verwenden, da mir die Sache zu unflexibel erschien und ich meine Druckteile eigenhändig positionieren wollte. Natürlich war diese Arbeit nicht innerhalb von 2-3 Iterationen erledigt. Sie erzeugte vielmehr eine Menge Stirnrunzeln und Frustration, aber auch jede Menge Aha-Momente. Nach einigen Metern Filament war es dann soweit und ich hielt das erste brauchbare Druckteil in der Hand. Allerdings hatte die Sache einen großen Makel. Das Teil war durchgängig einschichtig gedruckt, d.h. Eine Außenwand besitzt die Dicke von einer Düsenbreite (0.4mm). In den Printingguides sieht man jedoch, dass die ersten Schichten mit zwei Wandschichten gedruckt werden sollen, um eine höhere Stabilität an den Klebestellen zu erzielen. Dieses Feature kann man bei Cura leider so nicht einstellen. Auch konnte ich kein Plugin für das gute Programm finden, das mir diese Einstellung ermöglichen würde. Als Konsequenz blieben mir zwei Optionen. Die Teile weiterhin mit einer Düsenbreite drucken und mit dem Stabilitätsminus leben, oder alles mit zwei Wandstärken drucken, also alles fast doppelt so schwer. Nach etwas Überlegen ergab sich dann doch noch eine dritte Option. Den G-Code von Hand modifizieren, was ich euch anhand dieses kurzen Beispiels demonstrieren möchte:
Startpunkt ist Cura 3.0.3 mit den gewünschten Bauteilen auf der Druckplatte. Die Druckeinstellungen sind für den Dünnschichtdruck optimiert und ein leichtes Grinsen im Gesicht.
Ich benötige zwei G-Codes, die sich in der Wandstärke unterscheiden. Der Eine besitzt 2 Wall Layers, der Andere nur eine. Der gelernte Cura Anwender kennt die Einstellung dafür im Slicermenü unter dem Reiter „Shell“, Punkt „Wall Line Count“ (Bild). Wir speichern uns beide G-Codes an einen Ort, den wir wiederfinden. Damit kann es mit der G-Code-Modifikation auch schon losgehen.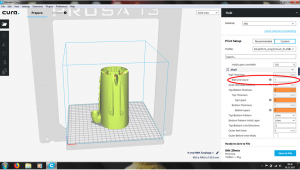
")
