Vielen Dank für das teilen deiner Information!
- Neuen Drucker in Cura eingerichtet und mit passenden Start und End Code versehen.
Da es in Cura so viele Drucker zur Auswahl hat, was für einen Drucker aus der Auswahl hast du denn angelegt?
Vielen Dank für das teilen deiner Information!
- Neuen Drucker in Cura eingerichtet und mit passenden Start und End Code versehen.
Hallo @Smart
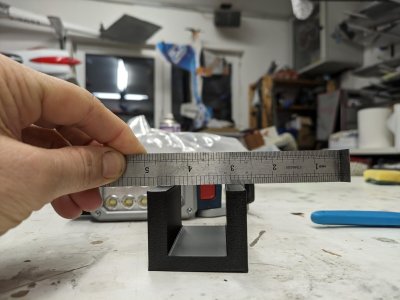
Ja, ist vermutlich warping. Bei den ersten Drucken, allerdings mit standard Gap, konnte man sehe, dass die Fläche abhebt. Bei "0" Gap sieht man es dann nicht mehr. War aber da, wie im Bild zu sehen.
Ich habe dann mal nur die ersten 10mm (höhe) des Objektes gedruckt. Da ist es super gerade und ohne Abhebung. Aber für eine Flugzeug Fläche ist das leider zu kurz
Kleber brauchte ich bei der Textured TPE Plate bisher noch nie?!
Aber ich werde mal versuchen ob es hilft und berichten. Beim Bambu Drucker war Kleber dabei. Bisher aber nie benötigt.
Frage: muss man den Kleber dann bei jedem Druck erneuern??
Gruß
")
Habe den Vorschlag in den Instructions von AmaZzor genommen "Model of your choice (i suggest custom or voron alike)" -> Voron2 250 oder Voron2 CustomVielen Dank für das teilen deiner Information!
Da es in Cura so viele Drucker zur Auswahl hat, was für einen Drucker aus der Auswahl hast du denn angelegt?
Weil die "alten" Planeprint Modelle wie der Eagle zum drucken den Surface Mode benötigen. Und soweit ich das gelesen habe beherrscht diesen Modus nur Cura.Ernst gemeinte Frage? Wieso nutzt man für einen X1C für den es einen vom Hersteller optimierten sehr guten Slicer (Bambu Studio) und sogar eine Open Source Variante gibt (Orca) einen anderen Slicer wie Cura?
Kriegt man in Cura überhaupt die Kamera eingebunden? Direktes Drucken per Cloud oder WLAN?
Verwaltung des AMS? Das kann Cura doch alles nicht?
Hallo Markus,Hi,
für die neue Saison ist der Planeprint Eagle geplant. Vor dem Kauf habe ich jetzt die ersten Testdrucke (Wingtest von Planeprint) gemacht. Durch die super Vorarbeit von AmaZzor (Danke!) und den gfalgiano Cura Profilen, bin ich zügig zu brauchbaren Ergebnissen mit meinem X1C und Colorfabb PLA-LW gekommen.
Temperatur lag bei 240 Grad, Flow bei 60%. Gewicht des Wingtest liegt bei 3,5gr. Denke damit kann ich starten oder muss das noch leichter sein?
Das habe ich anfangs genauso gemacht, musste dann aber feststellen, dass die P3-Teile mit Cura 5 tatsächlich teils falsch gesliced wurden. Also zähneknirschend Cura 4.12.1 runtergeladen und die ganze Einrichtung nochmal gemacht... halt nach dem Motto: Wenn schon umständlich, dann auch richtig... zumindest hat dann alles anstandslos funktioniert. Aber dass Planeprint zukünftig auf das P3-Profil verzichtet, halte ich auf jeden Fall für eine weise Entscheidung.Cura 5.3.1 installieren (Planeprint gibt Version 4.12.1 an, aber die Profile (s.u.) beziehen sich auf Cura 5)
Es könnte sich mittlerweile herumgesprochen haben...Gibt es denn keine Möglichkeit mit dem X1C und originaler SW die Flugmodelle zu drucken??
Weil die "alten" Planeprint Modelle wie der Eagle zum drucken den Surface Mode benötigen.
ich habe jetzt das erste "richtige Teil" Aileron1 Left gedruckt. Soll war ca 10,8 gr. ich hab 10,2gr. Leider lässt sich bei dem Bauteil die Wandstärke nicht zerstörungsfrei messen. Ich behalte deine Punkte aber bei den nächsten Prints im Auge und messe nach.Hallo Markus,
lt. Planeprint-Anleitung bist du noch etwas "drüber". Das Soll-Gewicht des Teils ist mit ~3 g angegeben. Nun kann man in diesen Dimensionen eh nicht allzu genau wiegen; da du aber auch mit der Wandstärke ja noch deutlich über 0,5 mm bist, würde ich an deiner Stelle den Flowfaktor nochmal was niedriger ansetzen.
Das Gewicht ist dabei gar nicht so sehr das Problem... vielmehr, dass bei zu hoher Wandstärke ggf. Carbonrohre, die in gedruckte Hülsen geschoben werden sollen, nicht mehr passen. Es wäre durchaus schlauer von Planeprint gewesen, so eine Hülse in das P3-Testteil zu integrieren, damit man das direkt ausprobieren könnte. Tja, hätte, wäre, könnte...
Faustregel: Damit die äußeren und inneren Dimensionen des Bauteils nach dem Druck korrekt sind, sollte der Flowfaktor so eingeregelt werden, dass die tatsächliche Wandstärke mit der eingestellten übereinstimmt. Wenn du also mit Flowfaktor 0.5 und Perimeterbreite 0.5 effektiv auf eine Perimeterbreite von 0.66 kommst, wäre der korrekte Flowfaktor 0.38.
Was hat Cura 5 bei dir falsch gesliced, bzw. woran war das zu erkennen? Meine Teile sehen erstmal normal aus.Das habe ich anfangs genauso gemacht, musste dann aber feststellen, dass die P3-Teile mit Cura 5 tatsächlich teils falsch gesliced wurden. Also zähneknirschend Cura 4.12.1 runtergeladen und die ganze Einrichtung nochmal gemacht... halt nach dem Motto: Wenn schon umständlich, dann auch richtig... zumindest hat dann alles anstandslos funktioniert. Aber dass Planeprint zukünftig auf das P3-Profil verzichtet, halte ich auf jeden Fall für eine weise Entscheidung.
Es könnte sich mittlerweile herumgesprochen haben...
Bin leider gerade im Büro, daher kein Zugriff auf die STLs und auf Cura. Das waren flächenorientierte "Innereien" von einem P3-Teil, wo mir aufgefallen ist, dass die beim Slicen ignoriert werden. Ich gehe allerdings nicht davon aus, dass das ein Programmfehler war: Bei Cura ist es ja so, dass von rund 500 Einstelloptionen initial nur 150 angezeigt werden; die restlichen stehen auf "Standard", bis sie aktiviert und damit ins GUI aufgenommen werden. Was nun gerade "Standard" ist, muss aber durchaus nicht in einer Programmversion dasselbe sein wie in einer anderen. Daher kann ich mir vorstellen, dass, wenn du vordefinierte Profile für Cura 5 benutzt, die Einstellungen da drin schon auf P3 angepasst sind und somit auch keine Fehler erzeugen.Was hat Cura 5 bei dir falsch gesliced, bzw. woran war das zu erkennen? Meine Teile sehen erstmal normal aus.
Hi,Würde ich auch gerne, gibts da empfehlenswerte bezahl-stl?
Alles an möglichen Fehlerquellen geprüft, betreibe 3D Druck seit 2017 also gewisse Erfahrung vorhanden. Habe zu den "3D Druck Bastelzeit" viel getunt, da einfach nichts wirklich vernünftiges vorhanden war. Selbst mein erster hat keine so unmaßhaltiges produziert wie der Bambu jetzt hatte ich noch nie.Die Riemen sind gespannt, nehme ich an? Am Portal wackelt nichts?