Hallo Mach 3 User,
da ich immer mal Fälle habe, wo es auf die Einstellung der Funktion constant velocity (CV) ankommt, schreibe ich zum Austauschen nun mal meine Erfahrungen dazu. Das Thema ist hier neulich in einem Nachbarthread aufgekommen. Da es aber Potential für einen eigenen Thread hat gehts hier los.
Ich muss ehrlich sagen, dass ich mich bereits öfter mal mit der Funktion ES/CV beschäftigt habe und bis jetzt nicht so richtig durchblicke.
Da es neulich wieder einen Fall gab, bei dem meine Vorstellungen der Funktionsweise nicht mit der Realität übereinstimmten, möchte ich dieses Beispiel hierfür das bessere Verständnis mal diskutieren.
Das Projekt war eine Makrolonscheibe, die als Windschutzscheibe an die Harley eines Bekannten montiert werden sollte. Die obere Rundung ist ein Spline und die unteren Eckenrundungen normale Radien.

Ich habe die Geometrie mit Inventor konstruiert und über ein Makro in der Firma gleich eine dxf erstellt. Was ich vorher nicht wusste war, dass das Makro den Spline bereits gleich in Polylinien zerlegt hat. Die Auflösungen der Polylinien war scheinbar sehr grob eingestellt, sodass der ursprüngliche Spline nun aus geraden Linien mit einer Länge von bis zu 9 mm bestand.
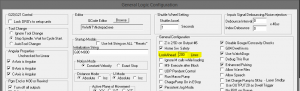
Meine Einstellung für den CV Grenzwinkel (Stop CV on angles > X °) Stand auf 90°.
Das Ergebnis war eine sehr abgehackte Bewegung der Fräse, da diese scheinbar exact stop gefahren ist. Die Winkel der Geraden zueinander lagen zwischen 2 und 6° Richtungsänderung (Siehe Video 1).

Was mir nun nicht ganz klar war, was der einzustellende Winkel genau beschreibt. Ich war davon ausgegangen, dass es die Winkeländerung in Grad ist, was auch Sinn machen würde. Je größer die Winkeländerung, desto eher möchte man exakten Stop damit die Ecken nicht so stark verrundet werden.
Falsch gedacht. Ich habe das Programm also trocken durchlaufen lassen und den Winkel immer weiter erhöht. Erst als ich bei dem Maximalwinkel von 180° angekommen war, ist er die Kontur mit konstanter Geschwindigkeit gefahren (Siehe Video 2). Mit der Einstellung 179° fährt er die Kontur genauso ruckelig wie bei 90°.
Somit scheint dieser Wert nicht den Winkel zu beschreiben, der die Richtungsänderung angibt, sondern in Bezug auf die Richtungsänderung den Differenzwinkel zu 180°.
Warum das so ist und der Sinn dahinter, will sich mir leider nicht erschließen. Zumal es ja erst bei der Umstellung von 179 zu 180° mit CV lief, die Winkel in der Dxf aber zwischen 2-6° liegen...!?
Evtl. ist das Betriebsblindheit, ich lasse mich da gerne von einem Wissenden aufklären!!!
Übrigens ist mir bewusst, dass es unschön ist einen Spline derart ungenau in eine Polylinie umzuwandeln. Das sieht man schon im Fräsbild:

Nachdem das Fräsprogramm das erste Mal durchgelaufen ist, habe ich mir die Dxf genauer angesehen und dabei ist mir dann die sehr grobe Polylinie aufgefallen. Daraufhin habe ich die Dxf aus der Inventor Zeichnung direkt über "speichern unter" generiert und dabei ist der Spline dann auch erhalten geblieben. Die CAM Software Condacam hat eine schöne Funktion zum Umwandeln und Optimieren von Splines.
Es können Splines ausgewählt werden die dann mit Angabe mehrerer Genauigkeitsparameter in Polylinien umgewandelt werden. Dabei guckt Condacam sich die Konturen an und teilt Splines wo es möglich ist in einzelne Kreisbögen auf die dann mit Kreisbogenkoordinaten in den G-Code geschrieben werden. Das lässt die Fräse nicht nur ruhiger laufen, sondern spart noch ordentlich Codezeilen.
Diese neu generierte Datei konnte ich dann auch mit 179° Winkeleinstellung fahren, da es nichtmehr drauf ankam weil die Kontur nur noch tangentiale Übergänge hatte. Bei 90° eingestelltem Winkel hört es sich genauso an (Siehe Video 3). Bei dem Übergang der langen Geraden in die Rundung stockt die Fräse einmal kurz. Das Stocken ist dann wiederum verschwunden, wenn ich den Winkel von 179° auf 180° umstelle.
Was sich mir bisher ebenfalls noch nicht vernünftig erschlossen hat ist, was folgende Einstellungen genau bewirken.
Rundung begrenzen: X Einheiten (Schritte)
konstante Geschwindigkeit: X mm/min
Nach dem rumspielen mit diesen beiden Werten während verschiedener Frässituationen bilde ich mir für beide Einstellungen ein, dass das je nach Kontur hin und wieder auftretende rucken besser wird oder er die Ecken weniger oder stärker abrundet, je größer die Einstellung für die Einheiten (Schritte) und/oder der eingestellte Grenzvorschub gewählt wird. Warum das so ist konnte ich mir bisher in verschiedenen Fällen auch nicht schlüssig erklären...
Sicher ist das immer eine Einstellungssache und verschiedene Situationen benötigen unterschiedliche Einstellungen. Nur ich habe Mühe die Parameter richtig einzustellen, wenn sich mir die Funktionsweise und der Einfluss der Parameter nicht richtig erschließt.
Mal sehen ob ich der einzige bin, dem es so geht... Falls jemand Antworten hat die zur Aufklärung dienen bitte her damit. Ich freue mich über eine sinnvolle Diskussion.
Videos siehe unten.
Gruß Marc
da ich immer mal Fälle habe, wo es auf die Einstellung der Funktion constant velocity (CV) ankommt, schreibe ich zum Austauschen nun mal meine Erfahrungen dazu. Das Thema ist hier neulich in einem Nachbarthread aufgekommen. Da es aber Potential für einen eigenen Thread hat gehts hier los.
Ich muss ehrlich sagen, dass ich mich bereits öfter mal mit der Funktion ES/CV beschäftigt habe und bis jetzt nicht so richtig durchblicke.
Da es neulich wieder einen Fall gab, bei dem meine Vorstellungen der Funktionsweise nicht mit der Realität übereinstimmten, möchte ich dieses Beispiel hierfür das bessere Verständnis mal diskutieren.
Das Projekt war eine Makrolonscheibe, die als Windschutzscheibe an die Harley eines Bekannten montiert werden sollte. Die obere Rundung ist ein Spline und die unteren Eckenrundungen normale Radien.
Ich habe die Geometrie mit Inventor konstruiert und über ein Makro in der Firma gleich eine dxf erstellt. Was ich vorher nicht wusste war, dass das Makro den Spline bereits gleich in Polylinien zerlegt hat. Die Auflösungen der Polylinien war scheinbar sehr grob eingestellt, sodass der ursprüngliche Spline nun aus geraden Linien mit einer Länge von bis zu 9 mm bestand.
Meine Einstellung für den CV Grenzwinkel (Stop CV on angles > X °) Stand auf 90°.
Das Ergebnis war eine sehr abgehackte Bewegung der Fräse, da diese scheinbar exact stop gefahren ist. Die Winkel der Geraden zueinander lagen zwischen 2 und 6° Richtungsänderung (Siehe Video 1).
Was mir nun nicht ganz klar war, was der einzustellende Winkel genau beschreibt. Ich war davon ausgegangen, dass es die Winkeländerung in Grad ist, was auch Sinn machen würde. Je größer die Winkeländerung, desto eher möchte man exakten Stop damit die Ecken nicht so stark verrundet werden.
Falsch gedacht. Ich habe das Programm also trocken durchlaufen lassen und den Winkel immer weiter erhöht. Erst als ich bei dem Maximalwinkel von 180° angekommen war, ist er die Kontur mit konstanter Geschwindigkeit gefahren (Siehe Video 2). Mit der Einstellung 179° fährt er die Kontur genauso ruckelig wie bei 90°.
Somit scheint dieser Wert nicht den Winkel zu beschreiben, der die Richtungsänderung angibt, sondern in Bezug auf die Richtungsänderung den Differenzwinkel zu 180°.
Warum das so ist und der Sinn dahinter, will sich mir leider nicht erschließen. Zumal es ja erst bei der Umstellung von 179 zu 180° mit CV lief, die Winkel in der Dxf aber zwischen 2-6° liegen...!?
Evtl. ist das Betriebsblindheit, ich lasse mich da gerne von einem Wissenden aufklären!!!
Übrigens ist mir bewusst, dass es unschön ist einen Spline derart ungenau in eine Polylinie umzuwandeln. Das sieht man schon im Fräsbild:
Nachdem das Fräsprogramm das erste Mal durchgelaufen ist, habe ich mir die Dxf genauer angesehen und dabei ist mir dann die sehr grobe Polylinie aufgefallen. Daraufhin habe ich die Dxf aus der Inventor Zeichnung direkt über "speichern unter" generiert und dabei ist der Spline dann auch erhalten geblieben. Die CAM Software Condacam hat eine schöne Funktion zum Umwandeln und Optimieren von Splines.
Es können Splines ausgewählt werden die dann mit Angabe mehrerer Genauigkeitsparameter in Polylinien umgewandelt werden. Dabei guckt Condacam sich die Konturen an und teilt Splines wo es möglich ist in einzelne Kreisbögen auf die dann mit Kreisbogenkoordinaten in den G-Code geschrieben werden. Das lässt die Fräse nicht nur ruhiger laufen, sondern spart noch ordentlich Codezeilen.
Diese neu generierte Datei konnte ich dann auch mit 179° Winkeleinstellung fahren, da es nichtmehr drauf ankam weil die Kontur nur noch tangentiale Übergänge hatte. Bei 90° eingestelltem Winkel hört es sich genauso an (Siehe Video 3). Bei dem Übergang der langen Geraden in die Rundung stockt die Fräse einmal kurz. Das Stocken ist dann wiederum verschwunden, wenn ich den Winkel von 179° auf 180° umstelle.
Was sich mir bisher ebenfalls noch nicht vernünftig erschlossen hat ist, was folgende Einstellungen genau bewirken.
Rundung begrenzen: X Einheiten (Schritte)
konstante Geschwindigkeit: X mm/min
Nach dem rumspielen mit diesen beiden Werten während verschiedener Frässituationen bilde ich mir für beide Einstellungen ein, dass das je nach Kontur hin und wieder auftretende rucken besser wird oder er die Ecken weniger oder stärker abrundet, je größer die Einstellung für die Einheiten (Schritte) und/oder der eingestellte Grenzvorschub gewählt wird. Warum das so ist konnte ich mir bisher in verschiedenen Fällen auch nicht schlüssig erklären...
Sicher ist das immer eine Einstellungssache und verschiedene Situationen benötigen unterschiedliche Einstellungen. Nur ich habe Mühe die Parameter richtig einzustellen, wenn sich mir die Funktionsweise und der Einfluss der Parameter nicht richtig erschließt.
Mal sehen ob ich der einzige bin, dem es so geht... Falls jemand Antworten hat die zur Aufklärung dienen bitte her damit. Ich freue mich über eine sinnvolle Diskussion.
Videos siehe unten.
Gruß Marc
") ... auch an jonasm für den Link!
... auch an jonasm für den Link!