Hallo,
deine Einstellungen sind in die falsche Richtung kompensiert:
- Wenn die Z-Achse halben Weg im Vergleich zu X/Y macht ist das eine Differenz von 1:2 - und perfekt ganzzahlig.
- Das ist schon mal gar nicht schlecht - es spricht nicht viel dagegen in der Situation alle Achsen mit denselben Schritten je Umdrehung zu fahren.
- Alternativ kann man den Unterschied allerdings auch komplett kompensieren, indem man Z auf halbe Schritte je Umdrehung im Vergleich zu X/Y setzt.
- Bei dir ist jedoch das Gegenteil der Fall:
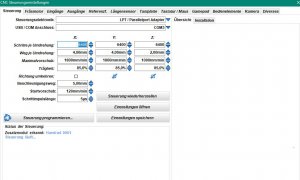
- Deine Z-Achse hat nicht nur halbe Steigung
- Sondern z.B. im 1. Bild auch noch 3-fache Anzahl Schritte je Umdrehung
- Damit hat die Z-Achse nicht mehr nur doppelte Auflösung, sondern jetzt sogar 6-fach!
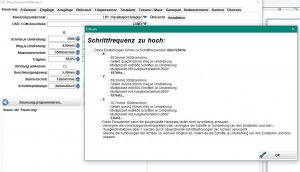
Da ist nichts kastriert - das ist ein 8 Bit Microcontroller mit 16Mhz der spätestens alle 44 Takte einen Schritt fertig haben muss nebenbei auch noch Eingänge auswerten und die Kommunikation mit dem PC verarbeiten soll. Mehr gibt die Hardware nicht her - beim LPT Adapter ist bei 120kHz einfach Schluss (Klemmen Adapter 160kHz / der kann etwas schneller weil er eine feste Pinbelegung hat die Takte spart)
Ganz im Gegenteil: 120kHz aus einem 30 Euro Platinchen ist ein unverschämt guter Deal - vergleiche das mal mit den Maximalfrequenzen und Preisen anderer Steuerungen.
Christian
Also ist der LPT Adapter der Schuldige, das erklärt natürlich alles aber dann darf da nicht stehen das meine Steuerung das nicht kann sonder der LPT Adapter einfach nicht mehr kann und ich hätte es verstanden

Was kann Deine neu Steuerung?
Also kann man sagen, das die MX3660 nicht zu 100% unterstützt wird, da z.B. der LPT Adapter nur max. 120kHz kann und daher gewisse Einschränkungen bestehen mit denen man leben kann, sofern die gewünschten Parameter die Max. möglichen Frequenzen des LPT Adapters nicht übersteigen.
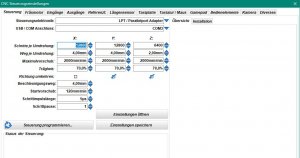
Bei den Achsen ist es so: die Z-Achse hat einen 0,9° Motor, und daher die doppelte Auflösung, also muss im Programm das doppelte eingetragen werden.
Da ich an der Z-Achse aber zusätzlich eine Untersetzung von 2:1 habe, also ein 20Z auf Motor und 40Z auf Spindel, muss man das ja mit der Steigung anpassen.
Natürlich hätte ich auch einfach nur die Schritte anpassen können und ich würde auf das gleiche Ergebnis kommen aber nur das 4 Fache
")
(Schritte = (Schritte x 2) x 2 für Untersetzung).
Leider habe ich bei den X und Y Achsen die 0,9er rausschmeißen und die 1,8° Motoren nehmen müssen, daher der unterschied und die 1,8er sind mir einfach zu Grob, daher auch die Auflösung.
6400 für X und Y geht aber auch noch, ich bin halt noch am, Testen

Und jetzt noch mal zur höheren Auflösung, ich habe das noch mal mit 200 Schritte und höherer Geschwindigkeit getestet = Die Motoren laufen wie schon erwähnt ruppiger "zwar besser als Analog" aber auch das Haltemoment der Motoren beim Lauf wird schlechter weil schlechter bestromt für ungerade Werte, das ist aber normal.
Bei schnellerem Verfahren mit der niedrigen Auflösung, verlieren die Motoren sehr schnell die Kraft und blockieren, das geht nur mit einer sauberen Sinuskurve und die wird erst mit den höheren Schritten sauber geglättet ausgegeben.
Auch noch mal an Uwe, es ist für mich keine Option auf eine Alte Version von Estlcam zu gehen oder die Schritte so extrem zu reduzieren um eine schlechtere Auflösung zu Fahren, dann hätte ich nicht neu Bauen müssen oder hätte die China Steuerung nehmen können
Da es dazu noch 4 Phasen Motoren sind "6 Kabel" die als 2 Phasen "4 Kabel" angeschlossen werden, gibt es 2 Varianten (1. mehr Geschwindigkeit und weniger Kraft / 2. Mehr Kraft aber weniger Geschwindigkeit) und ich habe Variante 2 gewählt wegen der Riemen.
Mit den 2200 mm/min. bei X/Y und 1500 bei Z als Eilgang kann ich Leben, falls ich noch weiter runter gehen muss ist es auch OK, ich darf nur nicht unter der Geschwindigkeit für die Bearbeitung runter gehen, sonst macht es keinen Sinn mehr.
Es ist nur so, das ich erst mal das Max. austeste und das klappt halt nicht mit der kHz, aber jetzt weis ich warum und kann mich darauf einstellen.
Aber mal im Guten, komm von der "das ist Industrie" weg, die Software ist Top und teils sogar besser als Industrie, falls die Hardware und sei es der LPT Adapter schuld ist, sag es offen und man kann damit Rechnen, Reagieren und Leben
Ich Persönlich bleibe lieber bei der Kombi statt mir ein Linux CNC oder gar eine SPS zu Installieren, bei letzterem dauert es mit unter Monate bis das Ordentlich läuft und das müsste ich ohne hin Programmieren lassen.



")





