Du verwendest einen veralteten Browser. Es ist möglich, dass diese oder andere Websites nicht korrekt angezeigt werden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Korbinian H.
User
@ Hardy-Parts: Schonmal bei IGUS geschaut?
Aber um beim Thema zu bleiben. Gestern ist es mir wieder passiert, dass ich beim Verfahren mit dem Handrad bis zu den Endlagesensoren fahren konnte, so dass ich danach die Achse mit "F11" frei fahren musste. Da wäre es super, wenn wenn man mit dem Handrad genauso vor den Endlagesensoren abgebremst wird.")
Gruß
Korbi
Aber um beim Thema zu bleiben. Gestern ist es mir wieder passiert, dass ich beim Verfahren mit dem Handrad bis zu den Endlagesensoren fahren konnte, so dass ich danach die Achse mit "F11" frei fahren musste. Da wäre es super, wenn wenn man mit dem Handrad genauso vor den Endlagesensoren abgebremst wird.
Gruß
Korbi
Hardy-Parts
User
Ja Sorry, back to Topic@ Hardy-Parts: Schonmal bei IGUS geschaut?
Aber um beim Thema zu bleiben. Gestern ist es mir wieder passiert, dass ich beim Verfahren mit dem Handrad bis zu den Endlagesensoren fahren konnte, so dass ich danach die Achse mit "F11" frei fahren musste. Da wäre es super, wenn wenn man mit dem Handrad genauso vor den Endlagesensoren abgebremst wird.
Gruß
Korbi
")
Mit dem Handrad oder Joystick?
Wen ich mit dem Joystick von Christian in Richtung Endlagen "bei mir Nullpunkt" fahre, bremst Estlcam vorher ab und bleibt 1mm vorher stehen "EDIT:= Anzeige 0 da 1mm Sicherheitsabstand vom Endschalter"
EDIT: das gilt auch für die Längenbegrenzung: vor erreichen wird die Maschine langsamer und bremst ab, ab da geht das verfahren über die Begrenzung aber noch mit dem Handrad!
Mit dem Handrad kann man über den Punkt Tickern, daher sollte das auch nur zur Feinjustierung genommen werden.
Hat man aber Manuell die Achsen gedreht oder den Maschinen Nullpunkt falsch gesetzt, kann die Maschine drüber hinaus fahren.
Ich suche mal die Einstellungen und Snipsel sie raus
Hardy-Parts
User
Bei mir sehen die Einstellungen so aus:
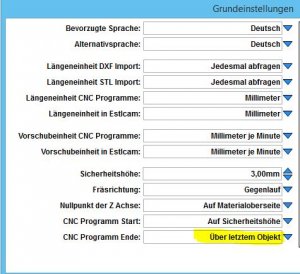
1. bei Grundeinstellung steht bei mir unter "CNC Programm Ende=über letztem Objekt" -> Vorteil das die Anlage nach dem beenden der Arbeit dort stehen bleibt und der Motor abgestellt wird.
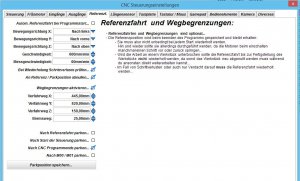
2. bei CNC Steuerungseinstellungen habe ich bei "Automatische Referenzfahrt bei Programmstart.. und ... Siehe Bild -> abgewählt, das hatte teils Probleme gemacht",
bei "An Referenz/Parkposition abnullen.. -> den haken gesetzt" und zu guter letzt "Nach CNC Programmende parken.. -> den Haken gesetzt"
Durch die Funktion "Nach CNC Programmende parken.." fährt die Anlage nach dem ein Teil fertig gefräst ist, die Achsen auf Null bzw. erst die Z-Achse auf die richtige höhe.
Das ist somit wie als würde man nach Programmende auf HOME / Nullpunkt fahren da keine extra Parkposition eingestellt wurde
"Vorausgesetzt die Parkposition wurde auch auf Null gesetzt!"
3. bei CNC Steuerung unter Diverses, den Rückfahrweg einstellen, in meinem Fall habe ich da 1mm eingestellt, das ist sozusagen der Sicherheitsabstand vom Endschalter.
Somit ist bei mir Absolut Null -1 wo die Maschine nie hinfahren darf und das hält Estlcam auch so ein außer ich drehe an den Achsen oder verstelle die Null/Parkposition.
Das Funktioniert alles Super, nur der Start Prozess ist noch durch das Starten des Motors und herabfahren auf Sicherheitshöhe etwas unschön.
1. bei Grundeinstellung steht bei mir unter "CNC Programm Ende=über letztem Objekt" -> Vorteil das die Anlage nach dem beenden der Arbeit dort stehen bleibt und der Motor abgestellt wird.
2. bei CNC Steuerungseinstellungen habe ich bei "Automatische Referenzfahrt bei Programmstart.. und ... Siehe Bild -> abgewählt, das hatte teils Probleme gemacht",
bei "An Referenz/Parkposition abnullen.. -> den haken gesetzt" und zu guter letzt "Nach CNC Programmende parken.. -> den Haken gesetzt"
Durch die Funktion "Nach CNC Programmende parken.." fährt die Anlage nach dem ein Teil fertig gefräst ist, die Achsen auf Null bzw. erst die Z-Achse auf die richtige höhe.
Das ist somit wie als würde man nach Programmende auf HOME / Nullpunkt fahren da keine extra Parkposition eingestellt wurde
"Vorausgesetzt die Parkposition wurde auch auf Null gesetzt!"
3. bei CNC Steuerung unter Diverses, den Rückfahrweg einstellen, in meinem Fall habe ich da 1mm eingestellt, das ist sozusagen der Sicherheitsabstand vom Endschalter.
Somit ist bei mir Absolut Null -1 wo die Maschine nie hinfahren darf und das hält Estlcam auch so ein außer ich drehe an den Achsen oder verstelle die Null/Parkposition.
Das Funktioniert alles Super, nur der Start Prozess ist noch durch das Starten des Motors und herabfahren auf Sicherheitshöhe etwas unschön.
Anhänge

Christian Knüll
User
Hallo,
das Handrad aus meinem Shop geht nur mit der Hardware aus meinem Shop.
Christian
das Handrad aus meinem Shop geht nur mit der Hardware aus meinem Shop.
Christian
Hardy-Parts
User
Hallo,@ Hardy-Parts: Schonmal bei IGUS geschaut?
Aber um beim Thema zu bleiben. Gestern ist es mir wieder passiert, dass ich beim Verfahren mit dem Handrad bis zu den Endlagesensoren fahren konnte, so dass ich danach die Achse mit "F11" frei fahren musste. Da wäre es super, wenn wenn man mit dem Handrad genauso vor den Endlagesensoren abgebremst wird.
Gruß
Korbi
ich habe jetzt kurzzeitig das gleiche Problem aber mit dem Joystick in Richtung Endschalter "0" und Eingabe von MY0 gehabt.
Da ich meine POM Muttern zum Testen eingebaut habe und dort mit der Geschwindigkeit nun knapp über das doppelte hochgehen kann, hat die Anlage weder mit dem Joystick noch bei MY0 vor dem Endschalter gestoppt.
Selbst eine Ref. Fahrt und erneutes anfahren "auf 600 und zurück auf 0" fuhr die Achse auf Endschalter?
Ich habe dann mit der Einstellung "Maximalvorschub, Beschleunigungsweg, Startvorschub und Bremsweg" experimentiert, aber auch das brachte anfangs kein Erfolg außer bei niedrigerem Maximalvorschub?
Bei niedrigeren Max.Vorschub z.B. 800 war alles OK!
Anschließend habe ich den Max. Vorschub wieder auf 1600 gestellt, Beschleunigungsweg auf 10, Startvorschub auf 60 und Bremsweg auf 25, die Werte hatte ich allerdings auch wo die Anlage über die Endschalter gefahren ist.
Jedoch und das ist komisch, wird nun wieder die Strecke erkannt und kurz vorher abgebremst

Und nein, ich habe weder Schrittverluste noch sind die Werte für die Stepper falsch eingestellt, es ist einfach als würde es mal gehen und mal nicht

EDIT: das war mit der V11.118, bei der Experimental konnte ich es nicht Testen, da es Plötzlich wieder geht und das ganze wohl in dem LPT Adapter übertragen wurde.
Kann es sein das der Adapter oder wie auch immer, die Daten nicht immer korrekt erhält oder wird die Abbrems Strecke nur über Estlcam Softwaretechnisch geregelt?
Christian Knüll
User
Hallo,
die Bremsstrecke wird im Computer überwacht - der Arduino ist dafür etwas schwach, das würde ganz erheblich auf die maximale Schrittfrequenz durchschlagen.
Wenn der Computer arg ausgelastet oder schwach auf der Brust ist sollte die Bremsstrecke nicht zu knapp bemessen werden - und sie muss natürlich auf jeden Fall über dem Bremsweg liegen, sonst geht es bei hohen Geschwindigkeiten zwangsläufig schief.
Christian
die Bremsstrecke wird im Computer überwacht - der Arduino ist dafür etwas schwach, das würde ganz erheblich auf die maximale Schrittfrequenz durchschlagen.
Wenn der Computer arg ausgelastet oder schwach auf der Brust ist sollte die Bremsstrecke nicht zu knapp bemessen werden - und sie muss natürlich auf jeden Fall über dem Bremsweg liegen, sonst geht es bei hohen Geschwindigkeiten zwangsläufig schief.
Christian
Hardy-Parts
User
Hallo Christian,Hallo,
die Bremsstrecke wird im Computer überwacht - der Arduino ist dafür etwas schwach, das würde ganz erheblich auf die maximale Schrittfrequenz durchschlagen.
Wenn der Computer arg ausgelastet oder schwach auf der Brust ist sollte die Bremsstrecke nicht zu knapp bemessen werden - und sie muss natürlich auf jeden Fall über dem Bremsweg liegen, sonst geht es bei hohen Geschwindigkeiten zwangsläufig schief.
Christian
gibt es hier zu Erfahrungswerte?
Ich nutze für die Fräse ein neu gekauftes 17" HP billig Notebook "sorry aber für mehr war ich zu Geizig
"- AMD A4-9125 Prozessor (2.3 GHz / 2.6 GHz, 1 MB)
- AMD Radeon™ R4 - Grafikkarte
- 4 GB DDR4 Arbeitsspeicher
- SSD 256GB
Da dort Win10 Home 64bit drauf ist, kann es natürlich sein, das im Hintergrund mal wieder Updates gesucht oder heruntergeladen wurden, es ist ja keine Win10 Enterprise LTSB.
An sich sollten die Daten doch ausreichend genug sein, allerdings muss ich sagen, das ich ungern einen AMD genommen habe "bin eigentlich ein Intel Freak"

Also ausschließen kann ich es natürlich nicht, das mein Win10 im Hintergrund gearbeitet hat und da ich vorher die höheren Geschwindigkeiten nicht Testen konnte, war es auch nicht aufgefallen.
Außerdem nutze ich 2 NAS für die Dateien, da muss Estlcam mitunter auf die Dateien welche auf den "Servern" liegen, zugreifen "ich versuche aber das direkte zugreifen auf die NAS zu vermeiden".
Vergesse aber immer mal das die Datei noch gar nicht heruntergeladen und somit vom Servergeladen wurde
 :rolleyes:")
Das kann aber beim Handischen verfahren nicht der Grund sein, da ja noch kein NC Programm geladen wurde
Man könnte also sagen je höher die Verfahrgeschwindigkeit, je größer sollte der Bremsweg sein!
Hier sollte man mal eine Erfahrungswerte Liste anfertigen, damit man z.B. sagen kann "bei 3000mm/min einen Bremsweg von min. 40mm ..."
Oder gibt es schon Werte die man z.B. beim ändern der Verfahrgeschwindigkeiten in einem Fenster vorschlagen könnte "Bremsweg zu gering, bitte Bremsweg anpassen" ?
...
Jedoch und das ist komisch, wird nun wieder die Strecke erkannt und kurz vorher abgebremst
...
es ist einfach als würde es mal gehen und mal nicht
...
das war mit der V11.118
...
Hallo,
vor ein paar Tagen hatte ich beim Verwenden des Gamepads einen ähnlichen Effekt, d.h. nicht reproduzierbar aber leider passiert. (Version 11.118)
Ablauf war:
1) Mit dem Gamepad auf Y verfahren (schnell, langsam, runter, rauf) und dann mit Gamepad Y abnullen.
2) Nun wollte ich mit dem Gamepad das gleiche für X tun, aber auf dem Gamepad hat X nicht mehr reagiert.
Ich konnte nur noch mit der Maus oder Tastatur das Abnullen fortführen.
Albert
ufo 2009
User
Frage
Frage
Hallo
Wie bekomme ich es hin das Estlcam durch die Automatischen Funktionen (Kreise:Haken bei Bohren Von??? Bis???)die Kreise erkennt um dort die Bohrungen zu setzt???
Alles ander wie Geschlossene Konturen und Offene K... geht
Danke

Ps: Es ist nur ein Test der mit Corel erstellt wurde und die Bohrungen dinen nur als Markierung für die Nägel
Uwe
Frage
Hallo
Wie bekomme ich es hin das Estlcam durch die Automatischen Funktionen (Kreise:Haken bei Bohren Von??? Bis???)die Kreise erkennt um dort die Bohrungen zu setzt???
Alles ander wie Geschlossene Konturen und Offene K... geht
Danke
Ps: Es ist nur ein Test der mit Corel erstellt wurde und die Bohrungen dinen nur als Markierung für die Nägel
Uwe
Zuletzt bearbeitet:
Hardy-Parts
User
Hallo Uwe,Hallo
Wie bekomme ich es hin das Estlcam durch die Automatischen Funktionen (Kreise:Haken bei Bohren Von??? Bis???)die Kreise erkennt um dort die Bohrungen zu setzt???
Alles ander wie Geschlossene Konturen und Offene K... geht
Danke
Ps: Es ist nur ein Test der mit Corel erstellt wurde und die Bohrungen dinen nur als Markierung für die Nägel
Uwe
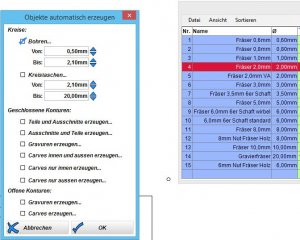
1. den verwendeten Fräser / Bohrer in der Werkzeugliste auswählen
2. auf Automatisches erzeugen gehen
3. alles abwählen außer die Bohrungen
4. Durchmesser von bis z.B. 0,5 bis 2,1mm eingeben
5. mit OK bestätigen
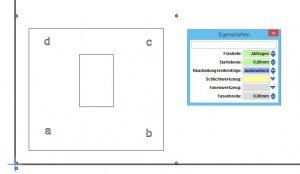
Im Beispiel habe ich 2mm Kreise in die Zeichnung gesetzt!
EDIT: im Anschluss kannst Du die Bohrungen komplett Markieren und den Fräser noch mal ändern oder die Bohr tiefe ändern!
EDIT2: getestet mit DXF und PLT, beides wird erkannt! Wird allerdings bei der Option Teile und Ausschnitte ein Hacken gesetzt, werden auch alle anderen Teile erzeugt und bei mir müssen die Buchstaben anschließend wieder gelöscht werden, da nicht Gravur taugliche Schrift
Anhänge
Zuletzt bearbeitet:
ufo 2009
User
Hallo Uwe,
1. den verwendeten Fräser / Bohrer in der Werkzeugliste auswählen
2. auf Automatisches erzeugen gehen
3. alles abwählen außer die Bohrungen
4. Durchmesser von bis z.B. 0,5 bis 2,1mm eingeben
5. mit OK bestätigen
Im Beispiel habe ich 2mm Kreise in die Zeichnung gesetzt!
EDIT: im Anschluss kannst Du die Bohrungen komplett Markieren und den Fräser noch mal ändern oder die Bohr tiefe ändern!
EDIT2: getestet mit DXF und PLT, beides wird erkannt! Wird allerdings bei der Option Teile und Ausschnitte ein Hacken gesetzt, werden auch alle anderen Teile erzeugt und bei mir müssen die Buchstaben anschließend wieder gelöscht werden, da nicht Gravur taugliche Schrift
Hallo Hardy
Jep bei mir schaut es genau so aus. Danke für die vernünftige Erklärung. Nur ist irgend wo der Wurm drin
ABER WO
Uwe
Hardy-Parts
User
Welche Version nutzt Du?Hallo Hardy
Jep bei mir schaut es genau so aus. Danke für die vernünftige Erklärung. Nur ist irgend wo der Wurm drin
ABER WO
Uwe
Ich habe es mit der 11.118 getestet
Wie schaut Deine Werkzeugliste aus? Kannst Du da mal ein Ausschnitt Anhängen?
Maverick82
User
Hallo Kollegen,
Ich komme irgendwie nicht ganz weiter ... bitte steinigt mich nicht wenn es etwas banales ist ...
Ich habe meine neue Fräse jetzt fertig habe Estlcam 11.118 drauf
Habe auf X (lange Achse) eine 1605 Spindel und auf Y (90 Grad dazu) eine 1204 Spindel verbaut.
Wenn ich jetzt Fräse habe ich die Inennkonturen um 0,3mm kleiner als Maß und Außenkonturen 0,3mm größer als Maß
Wenn ich die Achsen mit der Messuhr verfahre passt es auf 0,01mm (so weit man das so messen kann)
bin etwas ratlos ...
Habt ihre eine Idee ??
Das Problem mit den Maßen ist immer gleich habe schon einiges mit Beschleunigung, Trägheit, Startvorschub usw. gespielt ...
Gruß aus Österreich
Martin
Ich komme irgendwie nicht ganz weiter ... bitte steinigt mich nicht wenn es etwas banales ist ...
Ich habe meine neue Fräse jetzt fertig habe Estlcam 11.118 drauf
Habe auf X (lange Achse) eine 1605 Spindel und auf Y (90 Grad dazu) eine 1204 Spindel verbaut.
Wenn ich jetzt Fräse habe ich die Inennkonturen um 0,3mm kleiner als Maß und Außenkonturen 0,3mm größer als Maß
Wenn ich die Achsen mit der Messuhr verfahre passt es auf 0,01mm (so weit man das so messen kann)
bin etwas ratlos ...
Habt ihre eine Idee ??
Das Problem mit den Maßen ist immer gleich habe schon einiges mit Beschleunigung, Trägheit, Startvorschub usw. gespielt ...
Gruß aus Österreich
Martin
Zuletzt bearbeitet:
Maverick82
User
Hallo Matze,
Gerade nochmal kontrolliert !
Das würde passen ...
Hmmm ....
Gruß Martin
Gerade nochmal kontrolliert !
Das würde passen ...
Hmmm ....
Gruß Martin
Hardy-Parts
User
Wie "Matze7779" ja schon schreit, den Fräser mal genau ausmessen!
Versuche mal in Estlcam bei dem besagten Fräser "0,15mm" weniger einzugeben und mache noch mal einen Test.
EDIT: mit welchem Material Testest DU?
Fräsen im Gegenlauf oder mitlaufend und welche Tiefe "mit beistellen oder komplett"?
Versuche mal in Estlcam bei dem besagten Fräser "0,15mm" weniger einzugeben und mache noch mal einen Test.
EDIT: mit welchem Material Testest DU?
Fräsen im Gegenlauf oder mitlaufend und welche Tiefe "mit beistellen oder komplett"?
ufo 2009
User
Eckdaten
Eckdaten
Hallo Martin
Gibt’s mehr Eckdaten zur Maschine. Fräser ist schon mal ausgeschlossen OK. Vielleicht mal mit den Schritt/ Umdrehung spielen.
Uwe
Eckdaten
Hallo Kollegen,
Ich komme irgendwie nicht ganz weiter ... bitte steinigt mich nicht wenn es etwas banales ist ...
Ich habe meine neue Fräse jetzt fertig habe Estlcam 11.118 drauf
Habe auf X (lange Achse) eine 1605 Spindel und auf Y (90 Grad dazu) eine 1204 Spindel verbaut.
Wenn ich jetzt Fräse habe ich die Inennkonturen um 0,3mm kleiner als Maß und Außenkonturen 0,3mm größer als Maß
Wenn ich die Achsen mit der Messuhr verfahre passt es auf 0,01mm (so weit man das so messen kann)
bin etwas ratlos ...
Habt ihre eine Idee ??
Das Problem mit den Maßen ist immer gleich habe schon einiges mit Beschleunigung, Trägheit, Startvorschub usw. gespielt ...
Gruß aus Österreich
Martin
Hallo Martin
Gibt’s mehr Eckdaten zur Maschine. Fräser ist schon mal ausgeschlossen OK. Vielleicht mal mit den Schritt/ Umdrehung spielen.
Uwe
Ähnliche Themen
- Antworten
- 5
- Aufrufe
- 2K
- Antworten
- 8
- Aufrufe
- 826
- Antworten
- 12
- Aufrufe
- 2K